


������
���T�YӍ / NEWS
- 12-16�� ��δ_���m���ڑ�݁�C�Ļ���
- 02-25�� ���ˮ��늗U�a(ch��n)Ʒ�|(zh��)���Ĵ�ʩ
- 12-16�� ��݁�C�Ĺ���ԭ�����O(sh��)Ӌ����
- 12-16�� ˮ�ྮ��ģ�ߵ�ʹ���c���B(y��ng)
- 12-16�� �ؑc����4300������ˮ�ܾW(w��ng)
- 10-23�� ˮ���ģ���_����ģ���I(y��)ָ��
���]ˮ���ƹܙC / PRODUCTS
 500-1000��3000��݁ʽˮ����
500-1000��3000��݁ʽˮ���� 300-600��4000ˮ����x�ij�
300-600��4000ˮ����x�ij� 300-600��2000�x��ʽˮ����
300-600��2000�x��ʽˮ���� 1200-1800��2000ˮ��ܳ���
1200-1800��2000ˮ��ܳ��� 1500-2000��2000��݁�C
1500-2000��2000��݁�C 300-600��3000�x��ʽˮ����
300-600��3000�x��ʽˮ����(li��n)ϵ�ˣ�����(j��ng)��
� Ԓ��0536-3868555
�֙C̖��13583671122
�� �棺0536-3860666
�vӍQQ��
�� ַ��ɽ�|ʡ�����н�(j��ng)���_�l(f��)�^(q��)
����ǰλ�ã�ɽ�|�����ع�����˾ > ������ > ���g(sh��)�Y�� >
���g(sh��)�Y��
늗Uģ�ߙz��ˇ������ �C��ģ��׃�εķ���
�r�g:2015-01-08 15:27 ��Դ��qzhaiyu.com ���ߣ������ع� �c��: ��
|
һ����_����ˇ�C��ģ��׃�εķ���
���ٲ����������r�܉�a(ch��n)���@����׃�ζ������ѡ����������^���ϵ������O���_ʼ����׃�Σ�����ټӴ����������^���ϵĘO�ޏ��ȣ����_ʼ���ѡ���_���������ý��ٵ��@�N���|(zh��)��ʹ���ϔ��ѻ�׃�Σ��Ķ��õ������Π�;���Ҫ����Ƽ����҂����ޏ�ģ�ߕr���ͳ���������ԭ����ˇ�� 1. ���ÙCе�����D���C�� 1.1 ����С��Һ���C�ęCе���C�ėU�S�����ډ��C���M�гC������׃�Ρ� 1.2 һ��U�S�������O(sh��)�䡣��D1��ʾ��ƽ�_���@�N�O(sh��)��r��ͣ����칤ˇ���㣬���U�S���Зl�����죬ԓ�O(sh��)��ȿ����ڙz�y�z�ֿ����ھo��ģ�ߡ����b�ψD2��a����ʾ���քӉ��C��D2��b����ʾǧ��픉��C�b�ã��t�������Cʹ�á����C�b�����b�ϻ�݆���t�������ƄӉ����c��λ�ã���߳C��Ч�ʡ�  �D1 ��ƽ�_���ω��C���ã�ʾ��D
��ƽ�_��36��40#����䓺��Ӷ��ɣ�����ƽ����cˮƽλ�õ�У�������Ԝ�ֱ�x��ˮƽ�x�Ȝy���x���������������Φ12��Φ16�����Ϲ�ע����ˮУ�����侫�_���ڿ��L������(n��i)С��2mm��
 ��a���քӉ��Cʾ��D ��b��ǧ��픉��Cʾ��D 1-�z�U��2-��ĸ��3-�ϙM����4-�p������5��9-��ƽ�_��6-�M����7-��݆��8-䓽Y(ji��)��(g��u)������10-��������11-50��100tǧ��픣�12-䓽Y(ji��)��(g��u)���w
1.3 ���É����C��ģ�ߵ�׃�α��û���C���ijC���^(q��)�����ˣ��ڴ_���z��ˇ�����r��(y��ng)�����x���M�Љ����C���r��һ���ȳC�ɶ˷ֶ�ģֱ���ȣ���C���g�Σ����w��ҕģ�ߵ��L�ȡ�׃����r�����������Ĵ�Сҕģ��׃�γ̶ȼ���؏��Զ�����
2. �ֹ��C���� 2.1 ���������dzC��Ť������÷���֮һ�� 2.2 �N������ͨ�^�N��ʹ���ٰ����չ���_���C����Ŀ�ġ� 2.3 �ȴ���һ���N�ӓ���׃�εIJ�λ��������һ���N�ӵ�ס�c�N���cλ�õ���һ����ʹ�N����������׃��λ���ϣ��Ķ��õ��^�õijC��Ч���� ��������ӟṤˇ�C��ģ��׃�� 1. ����֪�R ����C���������ý��ٲ��ϟ���Û�Ļ������ܣ������ٲ����M�гC�����Q������C��Ч���������У���1������ӟ��λ�ã���2������ӟ���Π��3������ӟ�ğ�������ͬ�ļӟ�λ�úͼӟ��Π���ԳC����ͬ�����׃�Σ���ͬ�ļӟ�����t���в�ͬ�ijC��׃�ε�������һ����r�£�����Խ��t�C��׃����ҲԽ�� 2. �Ṱ����(g��u)�����տs���� �Ṱ���Ļ���ԭ�����D3������ë�����M������A-B-C�ֲ��ӟᣬ�ӟᲿ���ܟ���������Û���������@����̎�ڸߜؠ�B(t��i)���Cе���ܽ��ͣ�����Û����ȥ��ֻ�����ȷ�����Û����s������ˮ��s��������ABC�����������տs��ͨ�^һÛһ�s������ABC�sС��A’B’C’�� ���ë�ϵ����܌��Q���־���طօ^(q��)�ӟᣨ�ӟ�^(q��)��M����Ҫ�؏ͣ�����ôë�Ͼ͕���u�����տs��ֱ�������A�����Π��Ȼ���Ṱ�����������һ�ξ��տs���Σ����c������Π�����ij̶ȡ��ӟ��c�Ķ��١��ӟ�ضȡ����|(zh��)���������P(gu��n)��һ����r�£��ӟ��cԽ���Խ������Ҫȡ�ßṰ�����N������A��Ч����߀��(y��ng)�ڌ��H������̽��Ҏ(gu��)�ɡ��e�۽�(j��ng)  �D3 �Ṱ������ԭ��
3. ����C���ļӟ��Π�
3.1 �c��ӟ�ÿ�����䓲��Ͽ��ЈA�c���A�c�Ĕ�(sh��)Ŀ�ɸ���(j��)��(g��u)�������c��׃����r�_���� 3.2 ����ӟ�����ٲ��Ͽ��tһ�l�����M�о���ӟ�r�����������N�Ƅ���ʽ��ֱ���ӟᣨ������ֱ��ǰ�M����朠�ӟᣨ�����ؾ��AȦʽǰ�M��������ӟᣨ������ֱ������ǰ�M��ͬ�r���M��u�ӣ��� 4. ����C���ӟ��û��� һ�������һ��Ȳ���Ի��档�⺸ʹ�õĿ�ȼ���w����Ȳ��������Ȳ���ȼ���Ļ��漴����һ��Ȳ�档 4.1 ���⣺��������ȼ������ȼ��������Ȳ���ȼ���r�ɮa(ch��n)�������ğᡣ�����õ����⼃�ȑ�(y��ng)������98.5%�� 4.2 ��Ȳ����Ȳ��C2H2����һ�N�������ζ�ğoɫ��ȼ���w�����������^1.5����≺��ضȸ���300��r������͕���ը���������^2����≺�t�����б�ը�������õ���Ȳ��̼���}���ʯ���cˮ���ö��a(ch��n)���ģ�����(y��ng)ʽ�飺CaC2+2H2O→Ca(OH)2+C2H2↑ 4.3 ��һ��Ȳ��Ę�(g��u)�켰���|(zh��)�����ӻ��������c��Ȳ���w���ȼ�����γɣ��������ġ���(n��i)������������ֽM�ɡ� �����(n��i)�������ġ�������Ȳ�Ļ�Ϛ��w�����ă�(n��i)�����ӟ�������ضȡ������ĵ���ӣ���Ȳ�ֽ��̼�����⣬�ֽ��γɵ�̼���ʰן��B(t��i)���l(f��)�����ҵİ⣬���ԣ�����Ҳ�ǻ������������IJ��֣���������ӵĜضȞ�1000�����ҡ� �������g���֞��(n��i)�棬���Ӻ��Σ������{ɫ���ڴ˅^(q��)���(n��i)�����c��Ȳ�l(f��)����һ�A��ȼ����2C+H2+O2→2CO+H2���@һ�^(q��)��Ĝض���ߣ�����(n��i)��ĩ��2��4mm̎�Ĝضȿ��_3150�棬��CO��H2����߀ԭ���ã��ʚ⺸һ�㶼�ڴ˅^(q��)���M�С� ��������ӷQ���棬�ɫ�Ƀ�(n��i)������u�ɵ���ɫ׃?y��u)���Sɫ���@һ�^(q��)��Ĝضȼs��1200��2500�档 ����(j��)������Ȳ�ı�����ͬ���⺸����ɷ֞������棨O2:C2H2=1.1��1.2���������棨O2:C2H2>1.2����̼���棨O2:C2H2<1�����N����(y��ng)����V�Ğ������档ģ�ߵĻ���C��һ��Ҳ���������档 ����ضȵĸߵ���Ҫ�c��Ϛ��w�ijɷ����P(gu��n)��������Ę�(g��u)�켰�ضȷֲ�Ҋ�D4�� 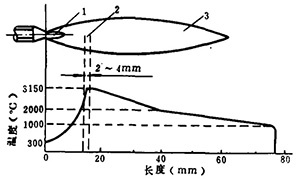 �D4 �����昋(g��u)�켰�ضȷֲ��D �����ڙM�����Ĝض�Ҳ�Dz�ͬ�ģ��������Ĝض���ߣ�Խ��߅���ض�Խ�͡� 5. ����C���ӟ�ض�ɫ���b�e������1����
��������ӟṤˇ�C��ģ��׃�εķ����cʾ�� 1. ����(j��)ģ�ߙz�y��r�_���z���� ��䓽Y(ji��)��(g��u)׃�����^���ʻ��Εr��һ���˲��û���C����������r��һ�㲻�á� 2. �_���C������� ����(j��)ģ�߽Y(ji��)��(g��u)��׃����r��һ���ȳC���c��׃�Σ���Ҫ׃�Σ�����C���ֲ�׃�Σ���Ҫ׃�Σ����ȳC���²��Y(ji��)��(g��u)����C���ϲ��Y(ji��)��(g��u)�� 3. �_������C����λ�ü����� 4. ����C��ģ�߽Y(ji��)��(g��u)����(g��u)���c�����׃�Ό��� 4.1 ��ģ�߮a(ch��n)����׃�Σ��ɰ�A-B-C-D-E�c����M�л���C��������ģ���ǿո��AͲ�Σ��C���r����ģ��(y��ng)���_�M�С������μӟ�λ�ö���(sh��)�ڷ�ģ��ɂ�(c��)�ӏ����c�ܱ�̎����ˣ�����ÃɰѺ����ڃɂ�(c��)ͬ�r�M�мӟᲢͬ�r��s�տs���Է������a(ch��n)���ֲ�׃�Σ����ģ��Ť�������⣬�ӟ�������m�����գ���������^�������տs�^��ʹģ�����෴����׃�Ρ� 4.2 ��ģ�߃ɶ˻����g�m��λ�ò��þo�̻�픉���ʩ������ʹ�C��Ч�����á�ͬ�ӣ��ڲ��É����Cе�C��ģ��׃�Εr�����ԽY(ji��)�ϻ���ӟᷨͬ�r�M�гC�������� 4.3 ��ģ�ӏ��塢�v�M���Ȱl(f��)��Ť��׃�Σ��t�����ֹ��C������ѡ� 4.4 ��Ҫ���ӻ��a�������ڳC������ǰ�M�У����ֶ�ģ�B��̎�Ĺ܃�(n��i)�ڽӿp���B�ӷ��m����ӽǿp�ĺ��p���������ĥƽ�� |