


���T�YӍ / NEWS
- 12-16�� ��݁�C�Ĺ���ԭ�����OӋ����
- 02-25�� ���ˮ��늗U�aƷ�|���Ĵ�ʩ
- 12-16�� �ؑc����4300������ˮ�ܾW
- 12-16�� ��δ_���m���ڑ�݁�C�Ļ���
- 12-16�� ˮ�ྮ��ģ�ߵ�ʹ���c���B
- 10-23�� ˮ���ģ���_����ģ���Iָ��
���]ˮ���ƹܙC / PRODUCTS
 300-600��2000�x��ʽˮ����
300-600��2000�x��ʽˮ����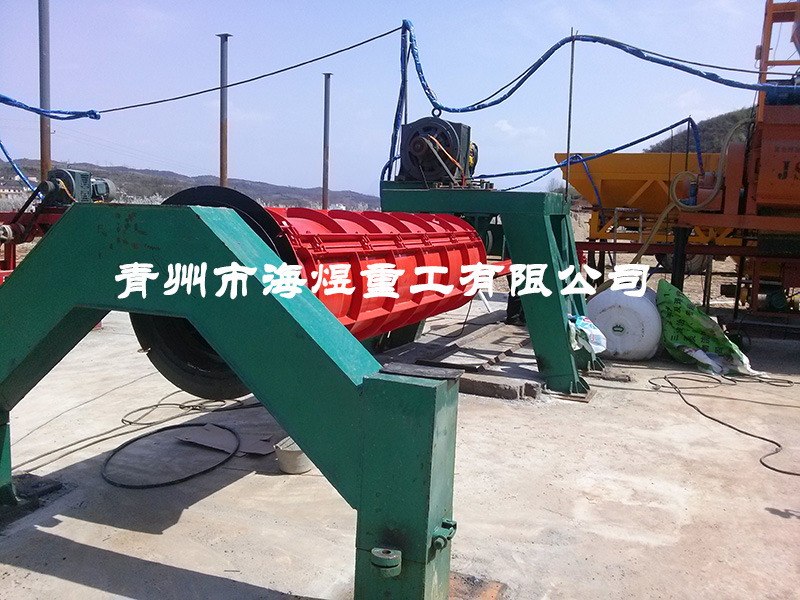 500-1000��3000��݁ʽˮ����
500-1000��3000��݁ʽˮ���� 1200-1800��2000ˮ��ܳ���
1200-1800��2000ˮ��ܳ��� 300-600��3000�x��ʽˮ����
300-600��3000�x��ʽˮ���� 300-600��4000ˮ����x�ij�
300-600��4000ˮ����x�ij� 1500-2000��2000��݁�C
1500-2000��2000��݁�Cϵ�ˣ�������
� Ԓ��0536-3868555
�֙C̖��13583671122
�� �棺0536-3860666
�vӍQQ��
�� ַ��ɽ�|ʡ�����н����_�l�^
����ǰλ�ã�ɽ�|�����ع�����˾ > ������ > ���g�Y�� >
���g�Y��
PCCP���A�����Ͳ�������ܣ����|�����ƴ�ʩ
�r�g:2014-12-31 13:14 ��Դ��qzhaiyu.com ���ߣ������ع� �c��: ��
|
PCCP��һ�N���|�ďͺϹܲģ��䃞���������ѵõ��S��̑��Ì��`���C�������������ܱ���Ї�����^���|�����Ɓ����C����t����Փ�aƷ����������κõ����ܣ��aƷ���������Ǜ]�б��ϵġ�PCCP���|�����ƺ�����ˮ����Ʒ��ȣ������|�����Ƈ���Ҫ��ߡ��y�ȴ�����a���������c��
1 �OӋ�|������ �OӋ�|��������Ҫ�漰�����õ��OӋҎ�������������Ⱥ��A����䓽z���Ȏ��档�҇����Ҙ˜�GB50332-2002���o��ˮ���̹ܵ��Y���OӋҎ�������Ї����̽��O�˜ʻ��f���˜�CECS140-2002���o��ˮ������ع�о�@�z�A�����������ܺ��A�����Ͳ�������ܹܵ��Y���OӋҎ�������C����ʩ�����S���S����Ȼ���������˜�C304-99���A�����Ͳ���������OӋҎ�̡����Ƴ�����Ӌ��C�M���OӋӋ�㡣һ�����CECS140-2002�˜ʵ������Ҫ����C304-99������s5%��������CECS140-2002�˜ʾ���Ӌ�㺆�Ρ����ڲ��������c�� �A����䓽z�ď������Ƒ�����䓽z�˜ʏ��ȵ�0.75�����A����䓽z�����ã����������ӵ�ʹ�×l���M��Ӌ�㡣��������˜ʺ��҇��F�И˜�GB/T19685-2005Ҫ�ܵ������ϵķ����A�������������p�z�r��о���������ȵ�55%�����еďS�Ҍ����Ҫ���ڌ��H���a���в��]���M�Ї�����ơ� �������ď��ȵȼ��������ܵ������ϵķ����A������С�_����Ҳ�����f��Ҫ������ͬ��ʹ�×l�����OӋ��ͬ�Ĺ�о���������ȵȼ����Ҳ��õ���C40����Փ���ӹ��������ĸߵ͡�������\������ͬһ���������ȵȼ��M�����a�Dz��ƌW�ġ�һ�㌦�ڸ߹���������Ĺ��ӣ����õĻ��������ȵȼ���ԓ�ߣ���֮�t��ԓ�͡� �в���ȦÛ�A���L�ʵ�ȡֵ���в���Ȧ�����L��һ�����䓲ĵ�����������䓲ĵď���ģ����ã�Ҳ����ʹ�Ȧ�����Lֵ���^䓲ĵď��ԑ�׃ֵ��ʹ�óп��Ȧ�ڳ��܃�ˮ���Ġ�B�²����a����׃���_��PCCP���^�ć����ԡ�һ��п��Ȧ�����L��ȡ2%~3%�� 2 ���a�^���|������ ���a���P�I������ԭ���ϵęz�в���Ȧ��Û�A���Ͳ��������ˮ���z�����������ơ����͡���о�B�o���h���A����䓽z���p�@�ͱ��o��ɰ�{��������Ҫ�e����ע�����Û�A���Ͳˮ���z���������ơ����͡��A����䓽z�p�@�ͱ��o��ɰ�{�����ȹ��� 2.1 ԭ�����|������ ɰʯ����Ҫ������Ƽ��䣬�x�������õ��д�ɰ������x����ɰ��ʯ��һ���x��������5~20mm����ʯ����ʯ������������������1.0%��ˮ���x����Ҫע��C3A�ĺ�����ò����^8%���@��Ҫ�ǿ��]���߹�����PCCP��Ҫ�ߏ��ȵĻ������Լ�ˮ�����ӄ����m���ԡ����⣬����PCCPL����x�Ï��ȵȼ�������42.5MPa��ˮ�࣬�@�ӿ��Ա�����F���ڻ�������ʼ�Y�����ȵͶ����»��������Ͳ֮�g���F���x���|���¹ʡ��A����䓽z���x�������ߏ����A����䓽z�������^Ť�Dԇ�͏��șz�ϸ�ĮaƷ����䓰������܈�͟�܈�壬��܈�峣���ڄ����^�õ���С�ڏ�PCCP��䓲ľ����M�г��P̎���� 2.2 �Ͳ���� �Ͳ������PCCP���a��ʮ���P�I�Ĺ�����Ҫ���Ƴв��䓰�Ȧ��Û�A�ߴ硢�в���Ȧ���Ͳ�M���r�Ķ���Aб�ȡ����У����ڳп��Ȧ�ȏ��y�����y����������ͨ�^�y��䓰�ԭʼ��ȣ�Ӌ��п�䓰���Û�A�r�ĺ��׃�����������Û�A�_���ߴ�Ҫ���п�䓰�Ȧ�⏽�ߴ�ֵ���Ķ������Ƴп�䓰�Ȧ�ăȏ��ߴ硣�Ͳ�����^���У�Ҫ�����Ӳ������M�м��g��Ӗ��ʹ֮�_�������Y��Ҫ���ں��Ӳ����^����Ҫע����Ʋ����h�������ڶ�����̼���w���o���ĭh���L�ٲ��ô���2m/s������늻�1m�����ȵ�������Ȳ��ô���90%�������õ��Ͳ�����M�и��N���^�͎γߴ�ęz��⣬߀Ҫ����M��ˮ���z���ֲ�ͬ���Ͳ��ˮ���z��Ҋ��1��
��1 �����Ͳˮ���z��ֵ��MPa��
�ڱ��Йz���£��㉺3min���Ͳ�������κΝB©�F�� 2.3 ���������� �������ˣ����������OӋ���ȵȼ�������C40������C301-99�˜�Ҫ��������ď��ȵȼ��飺��ʽ���T���͵đ���31.0MPa���������x�ij��ͻ���ʽ����D�����͵Ąt����41.4MPa��C301-99��Ҫ��ď���ֵ�Dz��ÈA���wԇ�K�y�õģ��A���wԇ�K�y�õď���ֵ�H�������wԇ�K�y�õď���ֵ��80%����ˣ��ڻ��������ȵȼ����棬C301-99��Ҫ��ȇ��˵�Ҫ��Ҫ�ߡ� ��������ϱ��OӋ����JGJ55-2000����ͨ��������ϱ��OӋҎ�̡���Ҫ���ڻ������������У�Ҫע���x��η�������ˮ��������ɰ���@�ɂ�����������42.5����ˮ���r��ˮ������һ�㲻�˳��^500kg/m3��ɰ��һ���˿�����35%~40%�� 2.4 ��о���� PCCP��о����һ������Pʽ�x�Ĺ�ˇ����ʽ��ӹ�ˇ�ɷN���x�Ĺ�ˇ�m�������aPCCPL���x�Ĺ�ˇ�ƶ�Ҋ��3��һ����ö��μ��ϳ��͡���ʽ��ӹ�ˇһ���m�������a�д�ڏ���PCCPE����ʽ���͌�������������Ҫ���^�ߡ��x�ij��ͻ������r̮���һ�������10cm���ҡ���ӳ��͵Ŀ���ӕr�gһ����25~30min���x�ij��͕r��ע�⣺�������ٕr�g�����^�̣��e�����ٕr�g���������{����rʹ�ٶ��ɵ�������^�ɡ�һ�������5min���ҡ��ڿ��ٕr�g����̫�L���˿�����12~15min��Ҋ��2�ͱ�3��
��2 DN600mm~DN800mm PCCP�x�Ĺ�ˇ�ƶȱ�
��3 DN1000mm~DN1400mm PCCP�x�Ĺ�ˇ�ƶȱ�
2.5 �p�z�ͱ��o������ �p�z��PCCP������P�I����֮һ���p�z�|�����ƵĺÉ�ֱ���Pϵ��PCCP�Ŀ��ѺͳЉ��������p�z������|������Ҫ�c���p�z�������p�z�g�ࡣ�������˵�Ҫ��PCCP���p�z��ʼ�A����ֵ���ô��ڻ������������ȵ�55%����ˣ����p�zǰ���������ܲĹ���������Ҳ�����p�z�A�����Ɯy���ӻ������Ƿ��_���p�z����Ҫ�����⣬���p�z�^����Ҫ����Ž^�ڹ������F���p�F��������p�����ڲ�ɣЧ����ʹ��о�������v�����������Ķ���ʹ��о���F�h���ѿp������Щ���ù�о�p�z��ˇ���A���������������a�S�ң����p�z�^���У�����������^�r���������˱�����F��������λ���A����䓽�ŏ��F����䓽���^�r�������p���@�ͬF�Ї����Dz����ġ� ���o�����������o���|���ĺÉģ�ֱ���Pϵ��PCCP��ʹ�É�����Ҳ��PCCP���a�������|���y�Կ��ƺ��|���xɢ���^���һ������Ӱ�PCCP���o���|���������У���ɰ�{��ϱȡ�һ�㑪������1:2.5~1:3.0����ɰ�Ӽ��ȡ�һ�㑪���ü�ɰ����ˮ�����ȵȼ���һ�㑪�x�ò�����42.5����ˮ�ࡣ��݁��݆���|���̓�݆�g���g϶��һ�㑪������0~1.0mm֮�g����݁��C�M�d��܇���ߵ�ƽ�������ԡ�����Ҫ���o��28d�������Ȳ�����45MPa�� |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||